برشکاری اره نواری
دستگاه برش اره نواری دستگاهی با عملکرد نیمه اتوماتیک است که دقت و تمیزی کار بستگی به نوع تیغ اره آن دارد. دستگاه های برشکاری اره نواری آهن روز قابلیت برش از قطر 20 میلی متر تا 1000 میلی متر را دارد و این کار با بالاترین دقت صورت میگیرد.




برشکاری CNC
از دستگاه برش سی ان سی هواگاز برای برشکاری ورق های فولادی استفاده می شود. این کار زمانی صورت می گیرد که مشتری نیاز به برشکاری دقیق و طراحی خاص برای کار خود دارد. دستگاه مورد استفاده در این مجموعه ، علاوه بر دقت بالا .قابلیت برشکاری ورق های فولادی از قطر 6 میلی متر تا 300 میلی متر را دارد.





فرایند برشکاری
اولین قدم برش ورق در سایز مورد نظر است. دستگاه های برش و ماشین های برشکاری این کار را انجام می دهند. دستگاه برش، دستگاه چند منظوره ای هستند که در برش آلیاژها و سایر ورق های فلزی استفاده می شوند. برخی از دستگاههای برشی از عمل برش متقاطع مانند قیچی استفاده می کنند تا فلز را به شکل ورق یا تسمه برش دهند. دستگاههای بزرگتر از تیغ ثابت که در یک زاویه ثابت شدهاند، بر خلاف حرکت زاویه ای ، از عمل برشی مستقیم استفاده می کنند. عملیات برش با دو تیغه ( یکی ثابت در تخت برشی و دیگری در حال حرکت عمودی با فاصله کمی یا بدون حرکت ) انجام می شود. به طور کلی برشکاری به دو صورت برشکاری گرم و سرد وجود دارد .
مزایای فرایند برشکاری
برشکاری، یک خط مستقیم روی ورق مسطح ، معمولاً از مواد ضد زنگ یا آلومینیوم فراهم می کند. برش نسبت به روشهای دیگر مانند برش مشعل تمیزتر است و ذوب مواد اولیه وجود نداشته و در کل از بین نمی روند. دستگاه های برشی می توانند در یک زمان کوتاه ، قطعات با طول های کوچک را برش دهند . این روش در یک بازه زمانی کوتاه ، میتواند بازده زیادی داشته باشند. در صورتی که حجم زیادی از اشکال ساده مورد نیاز باشد، این روش سودمند است.
دستگاههای برش (ورق فلزی) به تعمیر و نگهداری دوره ای نیاز دارند. تیز کردن تیغه های برشی باید بطور منظم انجام شود تا سبب ایجاد برش با کیفیت بالا شوند. علاوه بر این ، از تجهیزات مناسب برای تیز کردن تیغههای برشی باید استفاده شود. تیغه های برشی ، زاویه لبه برش و انتهای رنده از عوامل مهم در تعیین عملکرد برشی و طول عمر دستگاه است.
در ادامه به توضیح در مورد انواع روش های برش گرم و سرد میپردازیم .
برشکاری گرم
برش گرم به پروسه ای گفته می شود که در آن با بالا بردن دما تا نقطه ذوب فلز، اقدام به جداسازی ملکولهای فلز نموده و به این روش فلز برش داده می شود. برش گرم نیز خود به سه دسته برش با دستگاه پلاسما (هوا برش) ، تیغ اره های دیسکی آتشی (اصطکاکی) و برش لیزر تقسیم می شود.برشکاری گرم در به کار بردن درجه حرارت بالا در روش های گرم است. برشکاری گرم امکان برش انواع فلزات با سرعت و دقت بالا را فراهم می کند. همچنین روشهای برش گرم متناسب با انواع روش های حکاکی و کامپیوتری هستند
مزایا برشکاری گرم
- کاهش زمان برشکاری
- عدم ایجاد تراشه
- قابلیت همگام سازی با کامپیوتر
- حکاکی و…
معایب برشکاری گرم
برش کاری به روش گرم دارای معایبی زیادی می باشد، که به دلیل سرعت بالاتر در پروسه برشکاری همیشه نادیده گرفته می شود. از این معایب می توان تغییر ساختار ملکولی فولاد ، تغییر ظاهری کناره های محل برش، تغییر ساختار ملکولی فلز در محل برش و اطراف آن، سطح برشکاری نامناسب، ضایعات زیاد، دقت و عملکرد نامناسب در برش های ضخیم، برش مقاطع با ضخامت کم، ایجاد مواد شیمیایی و سمی هنگام برش اشاره کرد.
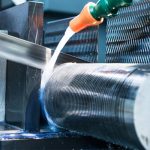
برشکاری سرد
انواع برشکاری سرد، هیچ گونه افزایش دمای وجود ندارد. و با استفاده از نیروهای مکانیکی و فشار اقدام به برش فلزات میکنند.در واقع برش سرد به پروسه ای گفته می شود که درآن قطعه فلزی بدون ایجاد حرارت به اندازه دلخواه برش داده شود. برش سرد نیز انواع مختلفی دارد قیچی کاری، گیوتین، دستگاه اره نواری و واترجت از جمله روش های سرد برشکاری فلزات هستند
مزایای برشکاری سرد
- عدم تغییر در ساختار ملوکولی فلزات
- قابلیت برش مقاطع در سایز های متفاوت و اشکال مختلف
- کاهش ضایعات
- کیفیت سطحی مناسب
- قطعات یکسان
- عدم تولید گاز های مزاحم و سمی
- تطبیق پذیری و انعطاف و مزیت
معایب برشکاری سرد
هزینه ابزار آلات برشکاری (تیغ اره و ملزومات مصرفی)، نیاز به تکنسین متخصص جهت برشکاری و مهم تر از همه دستگاه های برش سرد برای حفظ دقت و عملکرد خود نیاز به سرویس های دوره ای و منظم دارند تا از بوجود آمدن مشکلاتی مانند کج بری، شکسته شدن و … جلوگیری شود.